
Posts by Acro Metal Stamping
ISO 9001:2015 ReCert

We recently completed our 3 Year ISO 9001:2015 Recertification with Zero Nonconformances! We are so proud of our team that not even one Minor non-conformance was found in 2 day audit. Download New ISO Cert PDF
Read MoreMore Dies Sent To Acro

When a Customer Sends “The Rest” of the Dies: What That Really Means In metal stamping, trust isn’t built with promises. It’s built with parts. Recently, we had a customer send us the last of their remaining dies after we successfully took over production on their initial tool transfer. That moment says more than…
Read MorePre-Tempered vs. Post-Heat-Treated Metal Stamping

Design & Manufacturing Expertise from Acro Metal Stamping Choosing whether to stamp parts from pre-tempered material or to heat treat after stamping is one of the most important decisions in precision metal stamping. The choice affects part performance, tooling cost, dimensional stability, lead time, and long-term quality. At Acro Metal Stamping, we help engineers and…
Read MoreSpecialize In Customer Owed Tooling
Acro Metal Stamping: The Ideal Partner for Transferring Your Customer-Owned Tooling In the world of precision metal stamping, tooling ownership and performance are two of the most critical factors that determine production success. For manufacturers who rely on external stampers, the need to transfer dies—whether due to capacity constraints, quality challenges, or a stamper closing…
Read MoreDo I Own My Tool?

Tooling Ownership in Metal Stamping: What Customers Should Know—and How We Handle It In metal stamping, tooling is everything. Progressive dies and form tools represent a major investment; and play a critical role in part quality, consistency, and long-term supply stability. Yet one of the most common—and most misunderstood—questions customers have is: “Do we own…
Read MoreUpdated Metal Part Costs Guide

Download PDF Below are the primary factors that influence the total cost of a metal component—from concept through production. Understanding these drivers helps identify opportunities for cost reduction without sacrificing performance or reliability. 1 Production Method — Often the Largest Cost Driver Production method is typically dictated by volume, but tolerances, material type, geometry, design…
Read MoreSpring Washer Manufacturing

Understanding Metal Stamping Spring Washers: Design, Function, and Manufacturing Advantages Spring washers—sometimes called disc springs, Belleville washers, or simply spring lock washers—are essential components in mechanical assemblies that require controlled tension, vibration resistance, or load distribution. While they may appear small and simple compared to the larger parts they support, their performance is often critical…
Read MoreWhy Change Stampers
Why an OEM Might Move Their Stamping Dies from One Stamper to Another In the world of precision metal stamping, relationships between OEMs (original equipment manufacturers) and their contract stampers often span years or even decades. Yet despite the long-standing nature of these partnerships, situations arise where an OEM decides to relocate its tooling—sometimes dozens…
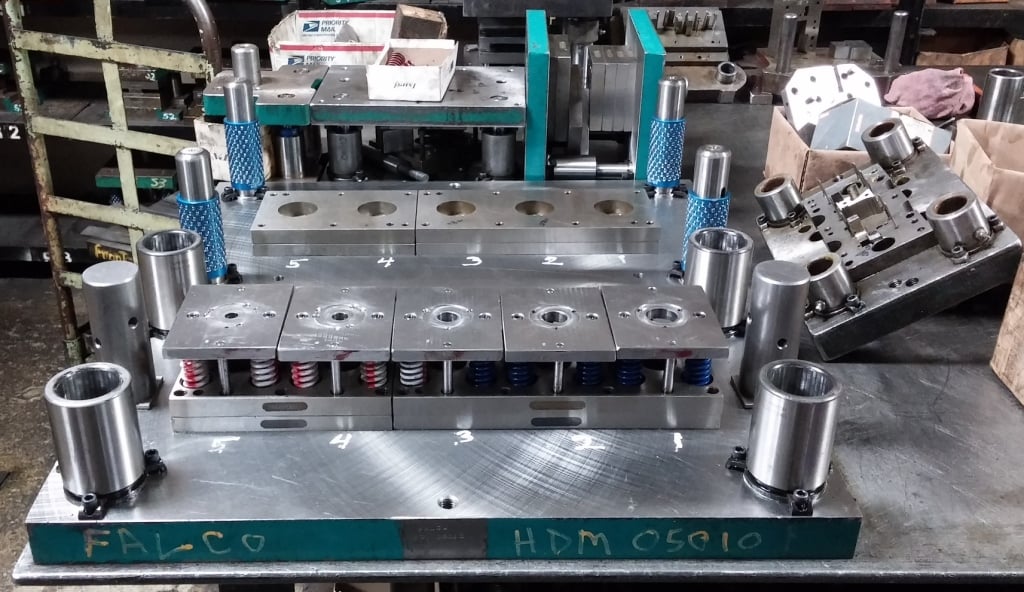
Read MoreRFI Enclosure Stamping Process
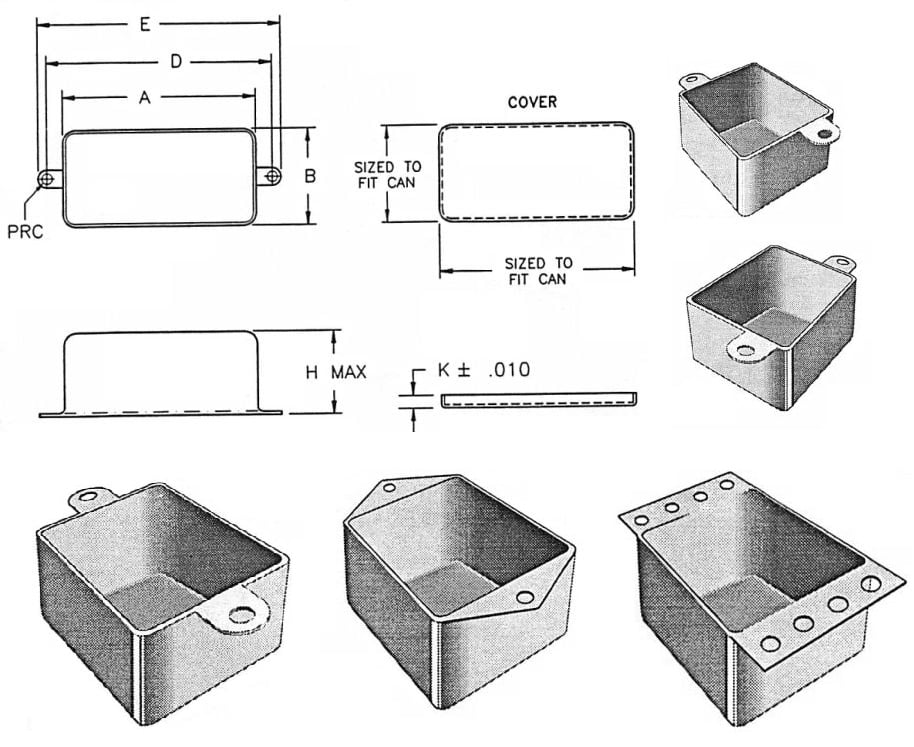
In today’s electronics-driven world, electromagnetic interference (EMI) and radio frequency interference (RFI) are major design concerns across industries—from automotive control modules to medical instruments and telecommunications. Metal enclosures play a critical role in shielding sensitive circuits from unwanted electromagnetic noise. Among the various manufacturing methods available, metal stamping has emerged as one of the most…
Read MoreElectrical Terminal Stamping Process

Copper electrical terminals are fundamental components in electrical and electronic systems, providing the interface between conductors and devices. High-volume production of these terminals requires precision, repeatability, and cost efficiency, all of which are achieved through progressive die stamping. This article details the materials, tooling design, process flow, quality control, and post-processing steps involved in the…
Read More