
How Material Stretches When Deep Drawn
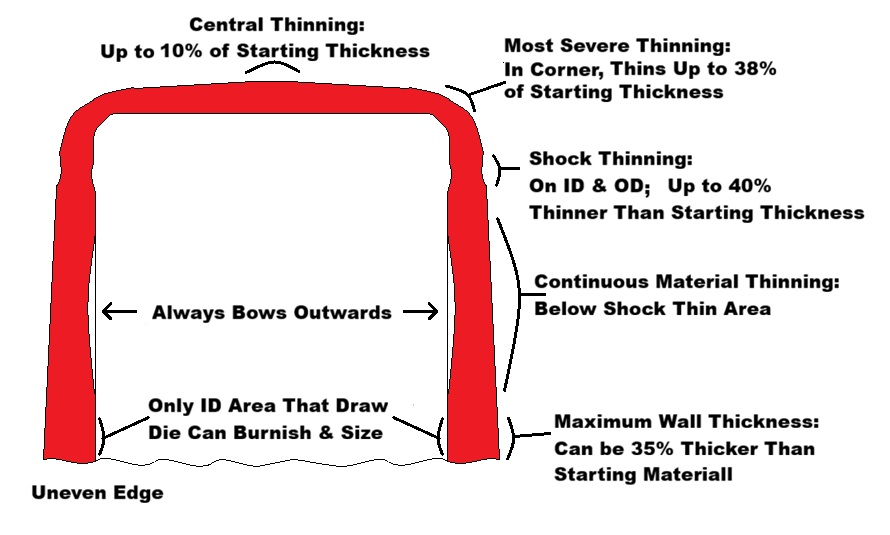
Diagram of Material Thinning In Deep Draw
How Material Thins During Deep Drawing: What Engineers Need to Know
Deep drawing is one of the most efficient and precise metal forming processes used in modern manufacturing. It allows flat sheet metal to be transformed into cups, cans, housings, shells, and complex cylindrical or rectangular shapes with excellent repeatability. At Acro Metal Stamping, deep drawing is a core capability used to produce tight-tolerance components for demanding industries.
One of the most common engineering questions in deep drawn parts is: why does the material thickness change during forming? Understanding how and where metal thins—or thickens—during the deep draw process is critical for successful part design, material selection, tooling development, and cost control.
Deep Drawing Does Not Create Uniform Thickness
Many people assume that if you start with .030” thick stainless steel, the finished part will remain .030” throughout. In reality, deep drawing redistributes material under controlled pressure. As the blank is pulled into the die cavity by the punch, different zones of the part experience different stresses.
Some areas are placed in tension and stretch thinner. Other areas are compressed and may actually become thicker. This variation is normal and expected in properly engineered deep draw parts.
The key is controlling where those thickness changes occur.
Where Material Typically Thins During Deep Drawing
1. Corner Radius Areas Experience the Most Severe Thinning
The transition area where the flat flange becomes the vertical wall—and especially where the wall blends into the bottom radius—is usually the highest stress region.
As material flows around the punch and die radii, it is simultaneously bending, stretching, and being drawn inward. This combination of forces often creates the most aggressive thinning in the part.
Depending on geometry, material type, lubrication, and draw ratio, corner thinning may reach 20% to 40% below starting thickness. Tight radii and aggressive draws increase this effect.
For this reason, generous radii are one of the best ways to improve draw success and maintain wall integrity.
2. Sidewalls Can Show Continuous Thinning
Once material passes through the radius, the wall section may continue to thin slightly as it is pulled downward. In tall drawn shells or narrow geometries, this wall thinning can continue through much of the part height.
However, sidewall thinning is usually less severe than radius thinning if the process is designed correctly.
3. Center Bottom Areas Often Thin Less
The center of the punch bottom may see moderate thinning, especially if stretching is involved. In many traditional deep draw parts, the center bottom remains closer to original stock thickness than the radius areas.
This depends heavily on whether the process is a true draw, redraw, stretch draw, or combination form.
Where Material Can Become Thicker
Deep drawing does not only reduce thickness. In some regions, metal can increase in thickness due to compressive forces.
Flange and Upper Wall Compression
As material feeds inward from the blank edge, circumferential compression can occur. If managed correctly with blank holder pressure and draw beads, this feeding action helps prevent tearing.
In some cases, lower wall or flange-adjacent areas may become 10% to 35% thicker than starting stock.
This is especially common in heavier gauge material or less aggressive draws.
Why Thickness Changes Matter
Material thinning affects several critical part characteristics:
Structural Strength
If a wall thins too much, the finished component may lose load-bearing strength, dent resistance, or fatigue life.
Dimensional Accuracy
Thinner sections behave differently during springback, trimming, secondary forming, or welding.
Corrosion Resistance
For plated or coated materials, aggressive thinning may alter coating performance or create vulnerable areas.
Cost and Yield
Excessive thinning often leads to splits, cracks, tool wear, and scrap—all of which raise production costs.
What Influences Material Thinning?
Several process variables determine how metal flows during deep drawing:
Material Type
Different alloys draw differently.
- Low carbon steel typically draws well
- Stainless steel work-hardens faster
- Aluminum draws easily but can gall
- Brass and copper offer excellent formability in many applications
Material Temper
Softer tempers usually draw deeper with less risk of tearing than harder tempers.
Draw Ratio
The relationship between blank diameter and punch diameter strongly affects strain. Larger reductions increase thinning risk.
Radius Design
Small punch or die radii restrict flow and concentrate stress.
Lubrication
Proper lubrication reduces friction and helps material move smoothly into the die.
Blank Holder Pressure
Too much pressure restricts flow and causes tearing. Too little allows wrinkling.
How Engineers Control Thinning
At Acro Metal Stamping, successful deep draw programs begin with understanding material movement before tooling is cut.
Simulation and Development
Modern forming analysis can predict thinning zones, strain levels, and risk areas before production.
Multi-Draw Operations
Instead of forcing geometry in one hit, progressive redraw stations distribute strain across multiple steps.
Optimized Tool Radii
Well-designed punch and die radii reduce localized stress.
Material Selection Guidance
Sometimes moving from half-hard to annealed stock—or selecting a more formable alloy—dramatically improves results.
Process Control
Press speed, lubrication consistency, and setup repeatability all influence thickness variation.
Designing Parts for Deep Drawing Success
If you are designing a drawn component, keep these best practices in mind:
- Avoid unnecessarily sharp internal corners
- Use realistic wall heights relative to diameter
- Maintain consistent geometry when possible
- Specify thickness tolerances only where functionally required
- Involve your stamper early in design review
Many costly redesigns happen because thickness expectations were based on flat sheet assumptions rather than actual draw mechanics.
Deep Drawing Expertise Matters
Deep drawing is both a science and an art. Two parts with identical starting thickness can produce very different results depending on tooling design and process control.
That is why choosing an experienced manufacturing partner matters. At Acro Metal Stamping, we help customers understand how material will behave during forming, where thinning is expected, and how to engineer parts for long-term production success.
Need Help With a Deep Drawn Part?
If your component requires tight tolerances, controlled wall thickness, or cost-effective high-volume production, Acro Metal Stamping can help evaluate feasibility, recommend material options, and develop a robust deep draw process.
Contact Acro Metal Stamping today to discuss your next deep drawn component.